Commitment to Manufacturing Excellence
At Circle One we’re passionate about riding the wave of innovation, developing and designing all our products in the UK and manufacturing in the Far East. We know that our reputation is only as good as the last Board, Wetsuit or Accessory we produce which is why we employ a team on the front-line to quality check production and maintain a no-compromise commitment to manufacturing excellence.
All Circle One products are precision-cut and hand finished to exacting standards using only the best materials such as superior strength Porcher E-Fibreglass in our surfboards, hi-tensile aerospace grade 3k 220g/m3 carbon fibre in our carbon skimboard ranges and 360° super-stretch eco-friendly Japanese YAMAMOTO limestone neoprene across our Wetsuit and Neoprene Accessories range.
You can be sure when you purchase a Circle One product you are investing in years of manufacturing expertise and heritage. Read more about the Circle One story here or read on to learn more about our fascinating Epoxy Surfboard manufacturing process..

Porcher E-Fiberglass
Only Premium Porcher E-fibreglass is used in our Surfboards for superior construction and durability.
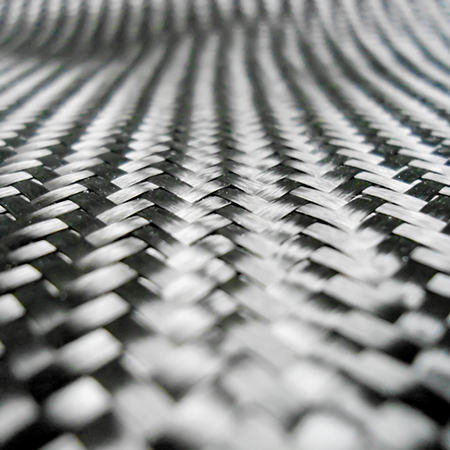
Hi-Tensile Carbon Fibre
We Use Premium hi-tensile aerospace grade 3k 220g/m3 carbon fibre in our carbon skimboard ranges.

360° Super-Stretch Neoprene
We use 360° super-stretch eco-friendly Japanese YAMAMOTO limestone neoprene across our Wetsuit and Neoprene Accessories range for a durable and luxury fit.
CNC Machine Assisted Production
In the early days, Jeff Townsley, Circle One founder and shaper shaped all boards from scratch by hand. As demand grew, Jeff worked around the clock to shape all boards to his own exacting standards. These days, the process of achieving shaping excellence is transformed by the use of industry-renowned CAD software ‘AKU Shaper’, which enables Jeff to ‘shape’ boards using a 3D software interface. The AKU software allows sub-millimetre accuracy to be achieved representing a revelation for creativity and experimentation. The software produces a ‘file’ for each shape which is programmed into a state-of-the-art AKU Shaper CNC (Computer Numercial Control) machine which shapes the surfboard from a block of EPS foam using a circular cutter. Circle One have invested in two CNC machines installed by Mike Rickard, Director at AKU Shaper. The move to machine shaping allows for efficient production and more time spent on the actual design and development of Circle One board shapes. We believe all boards are precision instruments and should excel in function: that is why we have invested in the benefits of the AKU system.

AKU Shaper CNC Machine
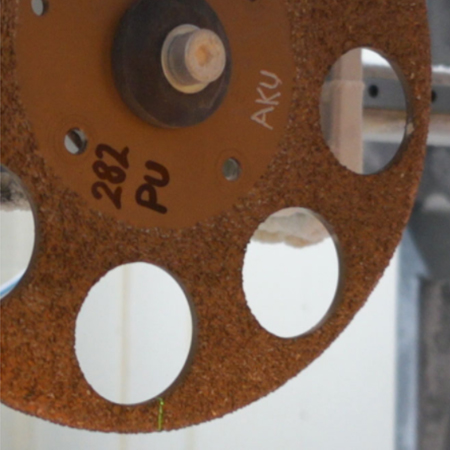
AKU Shaper Circular Cutter
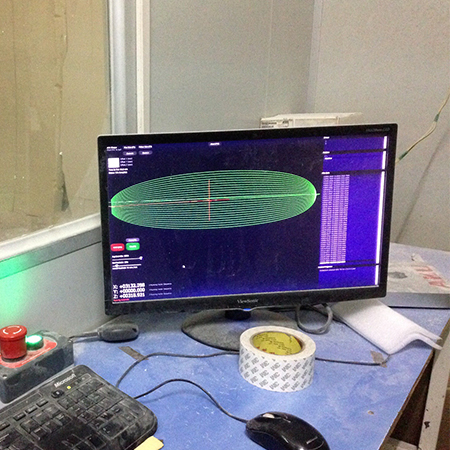
AKU Shaper Computer File
A surfboard CAD file about to be shaped by the CNC machine.
Hand Finished v ‘Pop Out’
The use of CAD programs such as AKU and CNC machine is often (wrongly) associated with ‘pop-out’ boards. The term ‘pop-out’ actually refers to the cheapest way to make a surfboard which involves making the hard outer layer of a board (usually a plastic composite) from a mold and then filling it with expandable foam. Boards produced in this way are typically much heavier and lack any true performance characteristics. Circle One boards are NOT ‘pop-outs’. They are made from foam, fibreglass and resin which means we produce a product superior in durability and strength to weight ratio.
Whichever board you choose, a credible seller should know exactly what materials a board is made from (for example, what type of glassfibre is used, Porcher or generic Chinese glass?, where does the Epoxy resin come from?) We only use premium Porcher E-glassfibre because there is a world of difference between that and cheaper glassfibre and it makes a massive difference to the durability and longevity of the board. Put a Circle One board next to another and they may look similar but how do you really know what’s underneath? Or if the board was shaped by someone with over 40 years experience? The term “Hand Finished” or “Hand Crafted” applies to all of our board making process. Machine assisted shaping allows us to create precision shapes and improve production levels, but the skills required to finish, refine and laminate (glass) a board is still where the majority of the work lies. So, there is still plenty of fine craftsmanship that goes into the finishing of each and every board.
The Board Making Process
Stage 1 – Cutting the *EPS or **PU Blanks
Before any Circle One board can be shaped, the ‘blank’ (or rectangular chunk of EPS or PU foam) needs to be cut. This is done in sections using a hot cutting wire machine as shown in the below images.
*Expanded Polystyrene **Polyurethane
Cutting Surfboard Blanks
EPS Foam block cut into blanks using hot wire machine
Cutting Surfboard Blanks
EPS Foam block cut into blanks using hot wire – this machine cuts 6 blanks at a time
Stage 2 – Adding the Stringer
Next, the stringer is added. The stringer is a unidirectional strip of balsa wood which sits through the middle of the board. Its purpose is to provide strength and controlled flex. Balsa wood is a good choice because it is lightweight but strong; it allows the board to flex (when riding it) but does not compromise the fibreglass. The stringer is applied by cutting the blank down the middle (nose to tail) then both halves glued to either side of the stringer. After the glue has dried, the blank is ready for shaping.
Stage 3 – ‘Shaping’ the Blank
After a short drying out period to remove any excess moisture from the foam, the blank is then ‘shaped’ using the CNC machine.
AKU Shaper Computer File
A surfboard CAD file about to be shaped by the CNC machine.
Blanks shaped on CNC Machine
A blank being shaped by the AKU Shaper CNC machine.

CNC Machine
CNC Machine circular cutter at work.
Stage 4 – Hand Shaping
The board is then ‘finished’ by hand using sandpaper (typically 36 or 40 grit) and scrim cloth to gently remove the small ridges left behind by the circular cutter. If the tail of the board is a ‘fish’ or ‘swallow’ then these have to be cut and finished by hand because the CNC machine cannot do this.
Surfboard blank ready for shaping

Hand-Finishing-the-tail

Jeff Townsley and ‘Winnie’ in the shaping room
Stage 5 – Inserting the FCS Fusion Finboxes and Leash Plug
Before the board is fully laminated, the finboxes and leash plug are ‘glassed in’ using premium Porcher E-Glass fibreglass. Many manufacturers use just a resin paste for this process which is quick and easy but at Circle One we separately ‘glass’ them into the board. This takes longer to achieve but is the only way to guarantee maximum strength and impact resistance. We only use genuine FCS Fusion Finboxes in Circle One boards – FCS have a reputation for quality and strength and complement our ethos of using only the best materials possible. Check out the FCS site here for more technical info on Fusion boxes or check out the video below:
Stage 6 – Laminating (Glassing)
The board is now ready for the full laminating or ‘glassing’ process using fibreglass cloth and epoxy resin. This process is sometimes known as the ‘glassing schedule’. The skill involved in this part of the process cannot be underestimated and to be a good ‘glasser’ takes endless hours of practice (this is why we employ only the most skilled glassers with a proven track-record). Care should be taken to ensure that all air bubbles are eliminated otherwise this will only waste time later repairing ‘pinholes’ caused by the tiny bubbles. As with the finboxes, we use premium Porcher E-fibreglass in the boards not cheaper alternatives. Porcher E-glass surfboard fabric is specifically designed for surfboard manufacturing and repair. Porcher cloths are known for their superior wetting out characteristics, strength, clarity and excellent drape. Using multiple layers of glassfibre is also known as ‘sandwich’ construction. For our bamboo boards, the 1.5mm bamboo layer sits between the glassfibre layers and is integral to the ‘sandwich’ construction.

Jeff Townsley and Fion in the glassing room

Hand cutting glassfibre for laminating
Porcher E-glassfibre being cut before laminating (glassing).

Glassing close up
Hand glassing takes hours and hours of practice to perfect.
Stage 7 – Curing Room
Once the board has been laminated and the finboxes/plugs glassed in, the board is ‘cured’ in a temperature controlled room. Epoxy resin requires heat to fully cure and reach maximum strength and this typically take 1-2 weeks.

Curing room
Surfboards ‘curing’ in temperature controlled room
Stage 8 – Sanding
Once cured, the board is sanded using various grades of sandpaper. This is done both using a sanding machine and by hand. The process eliminates resin drips, smooths out the finbox area and any imperfections to achieve a finish as smooth as physically possible. The board is then cleaned and ready for the spray room.

Sanding Tools
A variety of surfboard sanding tools are used in the sanding process.

Sanding Tools
A hand-held disc sander in action.

Sanding
Extra care is taken sanding the rails of the board
Stage 9 – Spray Room
The designs are sprayed onto the board and any decals applied (e.g. leash plug decal logo). The designs are sometimes known as a ‘spray job’. We carefully choose the pantone colours for Circle One boards so they look as good as they are strong. After this the board spends a short time in the curing room to ‘cure’ the designs.

The spray room
Masking tape is meticulously applied to the deck of a board ready for the rail spray – a highly skilled process

Spray room rack
Just sprayed boards waiting in the rack.
Stage 10 – Hot Coat and Sealer
Next, a very thin layer of resin and catalyst mix (Hot Coat) is brushed over the entire board to achieve a durable ‘shield’ finish. Again, the board is cured to allow the Hot Coat to harden. Done correctly, the board will require minimal light sanding after the Hot Coat has cured. If the board is to be gloss finish it is polished using fine ‘wet n dry’ sandpaper. Finally a specially formulated ‘sealer’ spray is applied and the board goes back into the curing room for a short while – it is important to ensure the curing environment is dust free so as not to affect the final look of the board. The board is then ready for the waves – go ahead and enjoy your Circle One board!

Hot coat
Jeff Townsley, Circle One Founder, applies a resin ‘Hot Coat’ to a board.